Core advantages and technological breakthroughs
Quantification of environmental benefits: Compared to virgin plastics, the production of PCR materials can significantly reduce carbon emissions (typically by 30% – 80%) and energy consumption, and directly reduce landfill and waste.
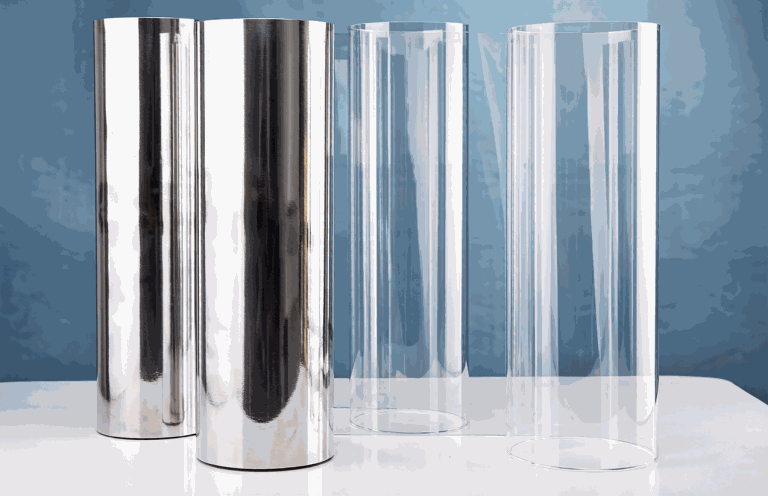
Balancing and improvement of performance: Modern recycling and modification technologies (such as efficient purification, viscosity control, functional additives) have enabled high-quality PCR particles to approach the performance of the same-level virgin materials in key indicators such as mechanical strength, transparency stability, and processing fluidity, meeting the needs of most mid-to-high-end applications.
Cost and supply chain resilience: Its price is usually less correlated with the price of oil, providing more stable cost expectations. At the same time, using PCR materials helps enterprises establish local or diversified raw material supply chains, enhancing their ability to resist risks.
Application fields and market trends
Application fields
Packaging industry: Bottles, cans, boxes, and pallets for food and non-food products – this is the most widely used field for PCR applications.
Textile and apparel: Recycled polyester (rPET) fibers have become the mainstream choice for sports brands and fast fashion companies in their commitment to sustainability.
Consumer durables: Electronic product casings, household appliance components, automotive interiors (non-critical structural parts), etc.
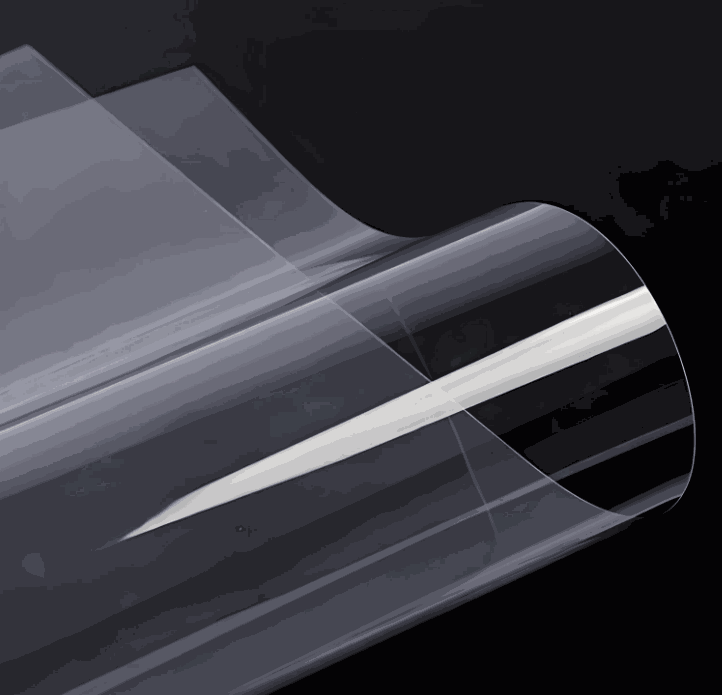
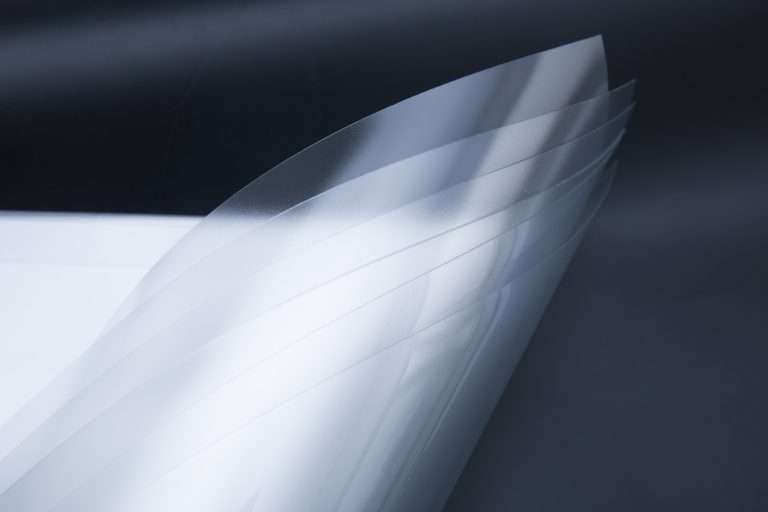
RPET Sheet/Film Manufacturers
Thinkness:0.15~3.0mm
Width:170-1350mm
Application: Vacuum forming(tray, bubble shell), blister package, toys package, food package, electronics, stationeries, cosmetics package, printing, folding boxes, plastic drum, plastic window, plastic card, etc.